

บริษัท ออยเซิร์ฟ จำกัด
9 ซอยทวีวัฒนา 25 แยก 7, แขวงทวีวัฒนา, เขตทวีวัฒนา, กรุงเทพ 10170
Tel. (66) 2 441 9247, (66) 2 888 9346, Fax. (66) 2 441 9248
Line ID:oilserve

| การใช้งาน |
| สาระน่ารู้ |
| รวมลิงค์วิดีโอคลิป |
| รวมลิงค์เว็บเพื่อนบ้าน |
   |
| การจัดการน้ำมันหล่อลื่น การจัดการน้ำมันหล่อลื่น การจัดการเรื่องการหล่อลื่นควรเริ่มที่การเปลี่ยนมุมมองขององค์กรต่อน้ำมันหล่อลื่น เริ่ม ตั้งแต่ขั้นตอนแรกคือการจัดซื้อน้ำมัน ส่วนใหญ่มักมองว่าน้ำมันหล่อลื่นเป็นของใช้ที่สิ้นเปลือง (Consumable) จึงควรซื้อน้ำมันหล่อลื่นที่มีราคาถูกที่สุด แต่ในความเป็นจริงแล้วน้ำมันหล่อลื่นเป็นสินทรัพย์ที่มีค่า ที่ต้องดูแลเพื่อให้ใช้ประโยชน์ได้สูงสุด เริ่มตั้งแต่การดูแลเรื่อง การเก็บ การขนย้าย การนำไปใช้งาน และบำรุงรักษาให้ถูกต้อง เพื่อให้มีอายุการใช้งานนานที่สุด การเก็บน้ำมันอาจเป็นเรื่องที่สำคัญที่สุด แต่มักจะเป็นเรื่องที่ถูกมองข้ามมากที่สุดเช่นกัน มีบ่อยครั้งที่ผู้ใช้น้ำมันหล่อลื่นเก็บน้ำมันหล่อลื่นไว้นอกอาคาร หรือที่มีฝุ่น และความสกปรกมาก น้ำมันเหล่านี้มีความเสี่ยงที่สิ่งสกปรกจะเล็ดลอดไปได้ ซึ่งจะทำให้น้ำมันพื้นฐาน และสารเพิ่มคุณภาพ เสื่อมสภาพก่อนเวลาอันควร ภายใต้สถานการณ์เช่นนี้ อายุของน้ำมันหล่อลื่น หรือจารบีจะลดลงก่อนที่จะถูกนำไปใช้ก็ได้ ควรนำสารหล่อลื่นไปใช้แบบ FIFO (First-in, First-out) เพราะสารหล่อลื่นบางตัวมีอายุการจัดเก็บ ในบางกรณี หากสภาพการจัดเก็บไม่เหมาะสมจะทำให้อายุของสารหล่อลื่นสั้นลงมาก
รูปที่ 1: Life cycle ของน้ำมันหล่อลื่น เก็บประวัติการใช้น้ำมันหล่อลื่น สิ่งแรกที่จะต้องทำในการจัดการเรื่องสารหล่อลื่นคือ การสร้างระบบที่จะเป็นตัวบันทึกปริมาณการใช้น้ำมัน ซึ่งมักจะพบว่ามีหลาย ๆ เรื่องได้ถูกมองข้ามไปอย่างน่าประหลาดใจ อย่างเช่น ในระบบไฮดรอลิคของโรงงานเยื่อกระดาษแห่งหนึ่ง มองว่าหากมีการรั่วไหลของน้ำมันบ้างเป็นเรื่องปกติ เพราะทุกโรงงานก็มีปัญหานี้กัน และถือว่าน้ำมันที่รั่วไหลเป็นต้นทุนในการผลิตอยู่แล้ว เมื่อได้มีการสอบถามเรื่องปริมาณที่รั่วไหลเพิ่มเติม ว่า ในปีหนึ่งจะต้องเติมน้ำมันไฮดรอลิคทดแทนเป็นปริมาณเท่าไหร่ ก็ไม่มีใครให้คำตอบได้ เมื่อตรวจสอบไปทางฝ่ายจัดเก็บน้ำมัน ก็พบว่ามีการซื้อน้ำมันสังเคราะห์เดือนละประมาณ 10 บาร์เรล (ประมาณ 1,190 ลิตร) เพื่อนำมาเติมทดแทนการรั่วไหลนี้ จากตัวเลขนี้พอจะเห็นได้ว่ามีต้นทุนน้ำมันจากการรั่วไหลนี้ประมาณปีละ 30,000 ดอลลาร์ หลังจากมีการพบข้อมูลเรื่องการจัดซื้อน้ำมันแล้วก็มีคำถามตามมาว่า การซื้อน้ำมันมาเติมในเครื่องจักรที่มีการรั่วไหลเป็นเรื่องที่สมเหตุสมผลหรือไม่ การเก็บประวัติการใช้น้ำมันหล่อลื่นเป็นขั้นตอนแรก และเป็นขั้นตอนที่จำเป็นเพื่อการจัดการในอนาคต เพราะเป็นจุดอ้างอิงเปรียบเทียบกับปริมาณการใช้งานหลังจากที่มีการปรับปรุงเครื่องจักรแล้ว การจัดเก็บประวัติการใช้น้ำมันหล่อลื่น และจารบี ในปัจจุบันเป็นเรื่องง่ายมากเพราะมักจะมีข้อมูลในระบบคอมพิวเตอร์อยู่แล้ว อาจจะใช้ Key performance indicator (KPI) เป็นเกณฑ์ให้ทางฝ่ายซ่อมบำรุง จัดซื้อ หรือฝ่ายบริหารได้เห็นชัดเจน KPI ง่าย ๆ คือการคำนวนอัตราการใช้น้ำมันของโรงงาน ซึ่งก็คือปริมาณการใช้น้ำมันในช่วงเวลาหนึ่ง หารด้วยปริมาณน้ำมันที่อยู่ในเครื่องจักรทั้งหมด อัตราการใช้น้ำมัน = ปริมาณการใช้น้ำมันในหนึ่งปี / ปริมาณน้ำมันที่อยู่ในเครื่องจักร หรือหากต้องการรายละเอียดมากกว่านั้น ก็สามารถคำนวณแยกได้ เช่น อัตราการใช้น้ำมันของน้ำมันไฮดรอลิคเกรดพิเศษ หรือของเครื่องจักรแต่ละตัว ตัวอย่าง เช่น การเก็บประวัติการใช้จารบีเพื่อการหล่อลื่นตลับลูกปืนในมอเตอร์ไฟฟ้า เพื่อเปรีบเทียบกับปริมาณการใช้จารบีหลังจากมีการเปลี่ยนแปลงวิธีการอัดจารบีใหม่ ข้อดีของการใช้ KPI กับน้ำมันหล่อลื่น ก็คือสามารถใช้บอกประสิทธิภาพของการนำวิธีการใหม่ ๆ มาใช้กับเครื่องจักร เช่น ในโรงงานหนึ่งมีเครื่องจักรประเภทไฮดรอลิคเป็นส่วนใหญ่ และใช้น้ำมันมากที่สุด เราก็หาอัตราการใช้น้ำมันไฮดรอลิค เพื่อเปรียบเทียบกับต้นทุน ในการนำวิธีการใหม่ ๆ มาจัดการเรื่องน้ำมัน เช่น การติดตั้งอุปกรณ์ควบคุมความสะอาดของน้ำมัน เป็นต้น การรั่วไหล การรั่วไหลของน้ำมันหล่อลื่น มักจะถูกมองว่าเป็นเรื่องปกติ อย่างไรก็ตามการรั่วไหลช้า ๆ ก็อาจจะกลายเป็นต้นทุนในการผลิตที่สูงได้ หากลองคิดดูว่าถ้ามีการรั่วไหลนาทีละ 5 มิลลิลิตร ในระยะเวลา 1 วันจะสูญเสียน้ำมันไป 7.2 ลิตร หากคิดเป็นปีก็จะเห็นได้ชัดเจนว่ามีปริมาณมากพอที่จะต้องกลับมาใส่ใจเรื่องการรั่วไหลให้มากขึ้น เพราะนอกจากการสูญเสียน้ำมันแล้ว ยังเพิ่มต้นทุนในการกำจัดและซ่อมบำรุงอีกด้วย ตัวอย่างเช่น ในโรงงานหนึ่งมีระบบไฮดรอลิคเครื่องหนึ่งที่มีถังน้ำมันขนาด 500 ลิตร แต่จากการเก็บประวัติการใช้น้ำมันพบว่า ต้องซื้อน้ำมันมาใช้กับเครื่องนี้ปีละ 1500 ลิตร เพราะฉะนั้น เมื่อได้ข้อมูลที่ชัดเจนแล้วว่าระบบไฮดรอลิคใช้น้ำมันเปลืองเกินไปก็ต้องวางแผนที่จะหารอยรั่ว อัตราการใช้น้ำมันจะเป็นตัวบอกปัญหาของระบบ ส่วนการตรวจสอบเป็นการหาว่ามีจุดรั่วตรงไหนบ้าง ควรมีการจัดลำดับความรุนแรง และต้นทุนในการแก้ไขของแต่ละจุด อาจใช้สีย้อมอัลตราไวโอเล็ตเข้าช่วยในการหารอยรั่ว แล้วกำหนดตารางการแก้ไข ตามลำดับความสำคัญ ความยากง่าย หรือตามลำดับที่มีผลกระทบต่อการผลิตน้อยที่สุด ควรเปลี่ยนน้ำมันหล่อลื่นโดยใช้สภาพของน้ำมันเป็นเกณฑ์ วิธีที่มีประสิทธิภาพที่จะทำให้ท่านสามารถใช้น้ำมันหล่อลื่น ได้คุ้มค่าที่สุด คือการส่งตัวอย่างน้ำมันไปวิเคราะห์ที่ห้องทดลอง ว่าใกล้ถึงเวลาเปลี่ยนแล้วหรือยัง การวิเคราะห์มีหลายอย่างเช่น Acid number, Base number, Rotating pressure vessel oxidation test (RPVOT) ค่าเหล่านี้สามารถเป็นตัวบอกได้ว่าถึงเวลาต้องเปลี่ยนน้ำมันแล้วหรือยัง ตัวอย่างการประหยัดต้นทุนที่เห็นชัดเจน โรงงานกระดาษและเยื่อแห่งหนึ่ง กำลังจะหยุดทำการซ่อมบำรุงประจำปี วิศวกรผู้ดูแลเรื่องไอน้ำต้องการเปลี่ยนน้ำมันในเทอร์โบเจนเนอเรเตอร์ ด้วยเหตุผลว่าไม่ได้เปลี่ยนน้ำมันมาเป็นเวลาห้าปีแล้ว และได้ประเมินต้นทุนของน้ำมัน ใหม่ที่ยังไม่รวมค่าแรงและค่ากำจัดน้ำมันเก่า อยู่ที่ 54,000 ดอลลาร์ ซึ่งก็สมเหตุสมผลสำหรับเครื่องจักรที่มีความสำคัญต่อผลกำไรของบริษัท เพราะถ้าหยุดเดินเครื่องเทอร์โบเจนเนอเรเตอร์นี้เ บริษัทต้องซื้อไฟฟ้าจากข้างนอกเป็นมูลค่า 30,000 ดอลลาร์ ต่อวัน แต่โชคดีที่หัวหน้าฝ่ายได้ส่งตัวอย่างน้ำมันไปวิเคราะห์ที่ห้องทดลอง และขอให้วิเคราะห์คุณสมบัติอื่น ๆ เพิ่มเติม นอกเหนือจากคุณสมบัติพื้นฐานที่มักจะตรวจสอบ ความหนืด ผงโลหะที่เกิดจากการสึกหรอ น้ำ สิ่งผลเปื้อนอื่น ๆ โดยเขาได้ระบุให้ทำ RPVOT ( Rotating pressure vessel oxidation test), คุณสมบัติการไม่รวมตัวกับน้ำ (demulsibility) การป้องกันการเกิดฟอง และคุณสมบัติในการป้องกันการเกิดสนิม ผลการทดลอง สำหรับ RPVOT พบว่า 90-95 % ของสารป้องกันการเกิดอ็อกซิเดชั่น ยังอยู่ในสภาพดี นอกจากนั้นน้ำมันยังไม่มีปัญหาเรื่องการเกิดฟอง, ปริมาณน้ำ, การรวมตัวกับน้ำ สิ่งปนเปื้อนหรือผงโลหะที่เกิดจากการสึกหรอมากกว่าที่กำหนด ดังนั้นจึงมีการตัดสินใจเลื่อนการเปลี่ยนน้ำมันออกไป และกำหนดว่าจะมีการส่งตัวอย่างน้ำมันไปวิเคราะห์อีกครั้ง ก่อนที่จะทำการหยุดเพื่อซ่อมบำรุงเครื่องจักรในครั้งต่อไป ในครั้งนี้เขามีค่าใช้จ่ายในการวิเคราะห์น้ำมันน้อยกว่า 500 ดอลลาร์ แต่ประหยัดเงินที่ไม่ต้องถ่ายน้ำมันที่ยังมีสภาพดีแล้วทิ้งไปได้ 54,000 ดอลลาร์ ยังไม่รวมต้นทุนค่าแรงงานที่ประหยัดได้ และใช้เวลาไปซ่อมบำรุงส่วนอื่นที่จำเป็น แทนที่จะเสียเวลามาเปลี่ยนถ่ายน้ำมัน
การควบคุมการปนเปื้อน
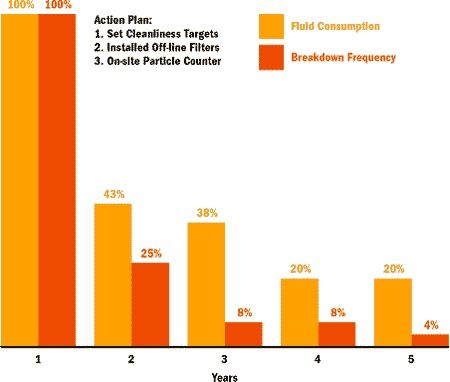
รูปที่ 2: ผลของการรักษาความสะอาดของน้ำมันจะทำให้ประหยัดต้นทุนการผลิตได้ • อากาศ อากาศคือตัวผลักดันให้เกิดอ็อกซิเดชั่น แม้กระนั้นก็ตาม อากาศก็ยังปะปนในน้ำมันหล่อลื่นได้สูงถึง 10% โดยปริมาตร ดังนั้นจึงควรหาทางป้องกันไม่ให้อากาศเข้าไปปนกับน้ำมันได้ โดยการจัดการภายในถังน้ำมัน และท่อดูดของปั๊มต้องไม่ให้มีรอยรั่ว และควบคุมสิ่งปนเปื้อนจากน้ำ และฝุ่นผง ที่เป็นตัวนำอากาศเข้าไปในน้ำมันได้ • ความร้อน ความร้อนในระบบหล่อลื่นเป็นสิ่งที่หลีกเลี่ยงไม่ได้ เนื่องจากมีแรงเสียดทานทางกลและของไหล รวมทั้งความร้อนที่เกิดจากการอัดตัวของน้ำมันไฮดรอลิค อย่างไรก็ตาม กฏของ Arrhenius กล่าวว่าอัตราการเกิดปฏิกิริยาอ็อกซิเดชั่น หรือปฏิกิริยาทางเคมี ระหว่างน้ำมันพื้นฐานกับอ็อกซิเจน จะเพิ่มขึ้นแบบเอ็กโปแนนเชียล เมื่ออุณหภูมิของน้ำมันสูงขึ้น สำหรับน้ำมันหล่อลื่นที่ใช้น้ำมันแร่เป็นน้ำมันพื้นฐาน เมื่ออุณหภูมิน้ำมันสูงกว่า 170 องศาฟาเรนไฮต์แล้ว อัตราการเกิดปฏิกิริยาอ็อกซิเดชั่นจะเพิ่มขึ้นสองเท่าทุก ๆ อุณหภูมิที่เพิ่มขึ้น 18 องศาฟาเรนไฮต์ • โลหะเร่งปฏิกิริยาเคมี ในอุตสาหกรรมเคมี เราใช้สารเร่งปฏิกิริยา เพื่อให้เกิดผลผลิตเร็วขึ้น สำหรับน้ำมันหล่อลื่นก็มีโลหะบางตัวที่ทำหน้าที่เป็นสารเร่ง โดยเฉพาะอย่างยิ่งผงทองแดงที่เพิ่งเข้ามาในน้ำมัน สำหรับน้ำมันหล่อลื่นที่ใช้น้ำมันแร่เป็นน้ำมันพื้นฐาน (Mineral base oil) พบว่าเมื่อมีผงทองแดงเข้าไปปนในน้ำมันแล้วอัตราการเกิดปฏิกิริยาอ็อกซิเดชั่นซึ่งวัดได้โดยการเพิ่มขึ้นของค่าความเป็นกรด (Acid number) จะเพิ่มขึ้น 5 เท่าเมื่อเทียบกับการที่ไม่มีโลหะเข้าไปเจือปนในน้ำมันเลย รูปที่ 3: ผลของโลหะเร่งปฏิกิริยาเคมีต่อค่าความเป็นกรดของน้ำมันหล่อลื่น
ส่วนใหญ่การควบคุมการปนเปื้อนในน้ำมันมีแรงจูงใจมาจากความพยายามที่จะลดผลกระทบของอนุภาคในน้ำมันต่อเครื่องจักร เพราะอนุภาคที่ปนเปื้อนทำให้เครื่องจักรสึกหรอเร็วขึ้น ต้องหยุดซ่อมบำรุงก่อนเวลาอันควร อย่างไรก็ตามหลายองค์กรได้ใช้การควบคุมการปนเปื้อนในน้ำมันเพื่อลดปริมาณการสูญเสียน้ำมันหล่อลื่นอีกด้วย ใช้น้ำมันหล่อลื่นคุณภาพสูง หลาย ๆ โรงงานได้นำโครงการรักษาสภาพน้ำมันมาใช้ และพบข้อเท็จจริงว่า น้ำมันหล่อลื่นมีอายุการใช้งาน และค่อย ๆ เสื่อมสภาพไปในที่สุด ซึ่งจะเร็วหรือช้าขึ้นอยู่กับคุณภาพของน้ำมันพื้นฐาน, สารเพิ่มคุณภาพ และสภาพการใช้งาน น้ำมันหล่อลื่นจะมีช่วงเวลาการใช้งานไม่ว่าจะบำรุงรักษาดีก็ตาม ดังนั้นจึงมีความจำเป็นที่ควรจะต้องใช้น้ำมันหล่อลื่นที่มีคุณภาพดี เช่น น้ำมันสังเคราะห์ หรือน้ำมันแร่ที่บริสุทธิ์มากขึ้น แม้ว่าน้ำมันสังเคราะห์จะมีต้นทุนตอนแรกสูงกว่า อาจจะ 5-15 เท่า แต่หากมีการควบคุมการปนเปื้อนที่ดีแล้ว จะสามารถใช้งานได้นานกว่า และคุ้มค่ากว่าการใช้น้ำมันราคาถูก |
บริษัท ออยเซิร์ฟ จำกัด
9 ซอยทวีวัฒนา 25 แยก 7, แขวงทวีวัฒนา, เขตทวีวัฒนา, กรุงเทพ 10170
Tel. (66) 2 441 9247, (66) 2 888 9346, Fax. (66) 2 441 9248
Line ID:oilserve