
.jpg)




บริษัท ออยเซิร์ฟ จำกัด
9 ซอยทวีวัฒนา 25 แยก 7, แขวงทวีวัฒนา, เขตทวีวัฒนา, กรุงเทพ 10170
Tel. (66) 2 441 9247, (66) 2 888 9346, Fax. (66) 2 441 9248
Line ID:oilserve

| การใช้งาน |
| สาระน่ารู้ |
| รวมลิงค์วิดีโอคลิป |
| รวมลิงค์เว็บเพื่อนบ้าน |
   |
| น้ำมันชุบแข็ง น้ำมันชุบแข็ง
น้ำมันชุบแข็ง มีหน้าที่หลักสองอย่างคือ ทำให้เหล็กแข็งตัวในขณะที่ทำการชุบแข็ง และเพิ่มการสัมผัสระหว่างชิ้นงานกับน้ำมันชุบเพื่อลดกระทบเรื่องความแตกต่างระหว่างอุณหภูมิที่อาจทำให้ชิ้นงานบิดตัว หรือแตกร้าว ลักษณะการเย็นตัวของเหล็กชุบแข็งในของเหลว เมื่อจุ่มชิ้นเหล็กที่มีอุณหภูมิสูงเกินอุณหภูมิวิกฤตของเหล็กลงในอ่างของเหลว ชิ้นเหล็กนี้จะเย็นลงเรื่อย ๆ อุณหภูมิที่ผิวและแกนกลางของชิ้นเหล็กจะเย็นลงไม่เท่ากัน ลักษณะการระบายความร้อนหรือการเย็นตัวของชิ้นเหล็ก ณ ที่ผิวและแกนกลางในขณะที่ยังจุ่มอยู่ในของเหลวพอที่จะจำแนกออกได้เป็น 3 ขั้นตอนได้แก่ Vapour Blanket Stage , Boiling หรือ Vapour Transport Stage และ Liquid Cooling Stage Vapour Blanket Stage เมื่อจุ่มเหล็กที่ร้อนลงในของเหลวทันที สิ่งที่เกิดขึ้นก็คือความร้อนในเนื้อเหล็กจะทำให้ของเหลวรอบ ๆ เนื้อเหล็กกลายเป็นไอทันทีทันใด ไอนี้จะห่อหุ้มชิ้นเหล็กไว้ การถ่ายเทความร้อนระหว่างชิ้นงานและของเหลวจะไม่ดีเลย เนื่องจากมีไอห่อหุ้มเป็นฉนวนอยู่ ไอนี้เป็นตัวนำความร้อนที่ต่ำมาก ในงานชุบแข็งเหล็กเราต้องการให้การถ่ายเทความร้อนในขั้นตอนนี้เป็นไปอย่างเร็วที่สุดและสั้นที่สุด
ขณะที่อุณหภูมิของชิ้นงานค่อยๆ เย็นลง เนื่องจากการระบายความร้อน ใน Vapour Blanket Stage อุณหภูมินี้จะเย็นลงถึงจุดๆหนึ่งที่ไอห่อหุ้มชิ้นเหล็กไม่อาจคงสภาพอยู่ได้ ของเหลวรอบๆ ชิ้นงานก็เข้าไปสัมผัสกับผิวนอกของเนื้อเหล็กเกิดการเดือดอย่างรุนแรง ความร้อนจำนวนมากจากเนื้อเหล็กจะถูกดึงออกไปเพื่อใช้ในการเดือดในรูปของความร้อนแฝง ฟองที่เกิดจากการเดือดจะช่วยปั่นกวนของเหลวทำให้การถ่ายเทความร้อนดีขึ้น อัตราการเย็นตัวของเนื้อเหล็กในขั้นตอนนี้จะมากและอย่างน้อยจะต้องเท่ากับอัตราการเย็นตัววิกฤตของเหล็กนั้นๆ เพื่อให้แน่ใจว่าเนื้อเหล็กผิวนอกทั้งหมดจะถูกแปรสภาพให้อยู่ในโครงสร้างของ Martensite Liquid Cooling Stage หลังจากผ่าน Boiling หรือ Vapour Transport Stage แล้ว อุณหภูมิของเนื้อเหล็กจะลดลงจนเท่ากับอุณหภูมิจุดเดือดของของเหลว การเดือดจะหยุด การถ่ายเทความร้อนในช่วงนี้อาศัยวิธีการพาและการนำความร้อน อุณหภูมิของของเหลวในขณะนี้จะอยู่ในราว 300 - 350 ๐C ซึ่งเป็นอุณหภูมิของเนื้อเหล็กที่เริ่มจะเปลี่ยนโครงสร้างไปเป็น Martensite การระบายความร้อนใน Stage นี้ต้องเป็นไปอย่างช้าๆ เพื่อให้อุณหภูมิผิวนอกและแกนในใกล้เคียงกันมากที่สุดเพื่อป้องกันการแตกร้าวหรือบิดเบี้ยวของชิ้นงาน ขณะที่เนื้อเหล็กจะเริ่มเปลี่ยนโครงสร้างจาก Austenite เป็น Martensite
การปนเปื้อนในน้ำมันชุบแข็ง
ผลของการปนเปื้อน
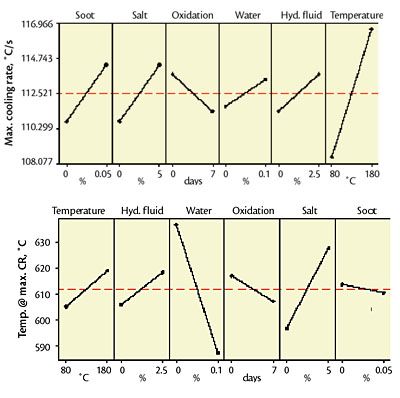
รูปที่ 1: ผลของการปนเปื้อนต่อ max. cooling rate และอุณหภูมิที่่ max. cooling rate
ในปัจจัยทั้งหมด อุณหภูมิของน้ำมันชุบแข็งมีผลต่ออัตราการเย็นตัวมากที่สุด การเพิ่มอุณหภูมิของน้ำมันชุบแข็งจะทำให้ได้อัตราการเย็นตัวที่ดีขึ้น มันอาจจะขัดกับความรู้สึกบ้าง แต่เหตุผลหลักก็คือความหนืดของน้ำมันจะเปลี่ยนไปเมื่ออุณหภูมิสูงขึ้น ตัวอย่างเช่น ที่อุณหภูมิห้อง 28 องศาเซลเซียส น้ำมันจะมีความหนืดและไม่เปียกชิ้นงานได้ง่าย แต่เมื่ออุณหภูมิของน้ำมันสูงขึ้น ความหนืดจะลดลงและเปียกชิ้นงานได้ง่ายขึ้น จึงทำให้อัตราการเย็นตัวดีขึ้น การปนเปื้อนด้วยอนุภาค เขม่าหรือปฏิกิริยาทางเคมี มักจะทำให้ความหนืดของน้ำมันเปลี่ยนไป และมีผลกระทบต่อคุณภาพของชิ้นงาน หากไม่ได้บำรุงรักษาน้ำมันให้ดีพอจะต้องมีการเปลี่ยนถ่าย มีต้นทุนแรงงาน การขนส่งและอื่น ๆ ตามมาอีกมาก การปนเปื้อนด้วยน้ำ จะเพิ่มอัตราการเย็นตัว จึงทำให้อุณหภูมิที่ให้อัตราการเย็นตัวสูงสุดลดลง และทำให้เกิดการบิดตัว และการแข็งไม่เท่ากันของชิ้นงาน
รูปที่ 2: ผลของการปนเปื้อนด้วยน้ำ
น้ำมันไฮดรอลิค จะทำให้อัตราการเย็นตัวสูงขึ้น และทำให้อุณหภูมิที่ให้อัตราการเย็นตัวสูงสุดสูงขึ้น เพราะน้ำมันไฮดรอลิคละลายเข้ากับน้ำมันชุบแข็งได้ จึงทำให้คุณสมบัติของน้ำมันชุบแข็งเปลี่ยนไป อ๊อกซิเดชั่น ทำให้อัตราการเย็นตัวและอุณหภูมิที่ให้อัตราการเย็นตัวสูงสุด ลดลง เนื่องจากอ๊อกซิเดชั่นทำให้น้ำมันชุบแข็งมีความหนืดสูงขึ้น
รูปที่ 3: ผลของการเกิดอ๊อกซิเดชั่น
ตัวอย่างการแยกตะกอนออกจากน้ำมันชุบแข็ง
|
บริษัท ออยเซิร์ฟ จำกัด
9 ซอยทวีวัฒนา 25 แยก 7, แขวงทวีวัฒนา, เขตทวีวัฒนา, กรุงเทพ 10170
Tel. (66) 2 441 9247, (66) 2 888 9346, Fax. (66) 2 441 9248
Line ID:oilserve